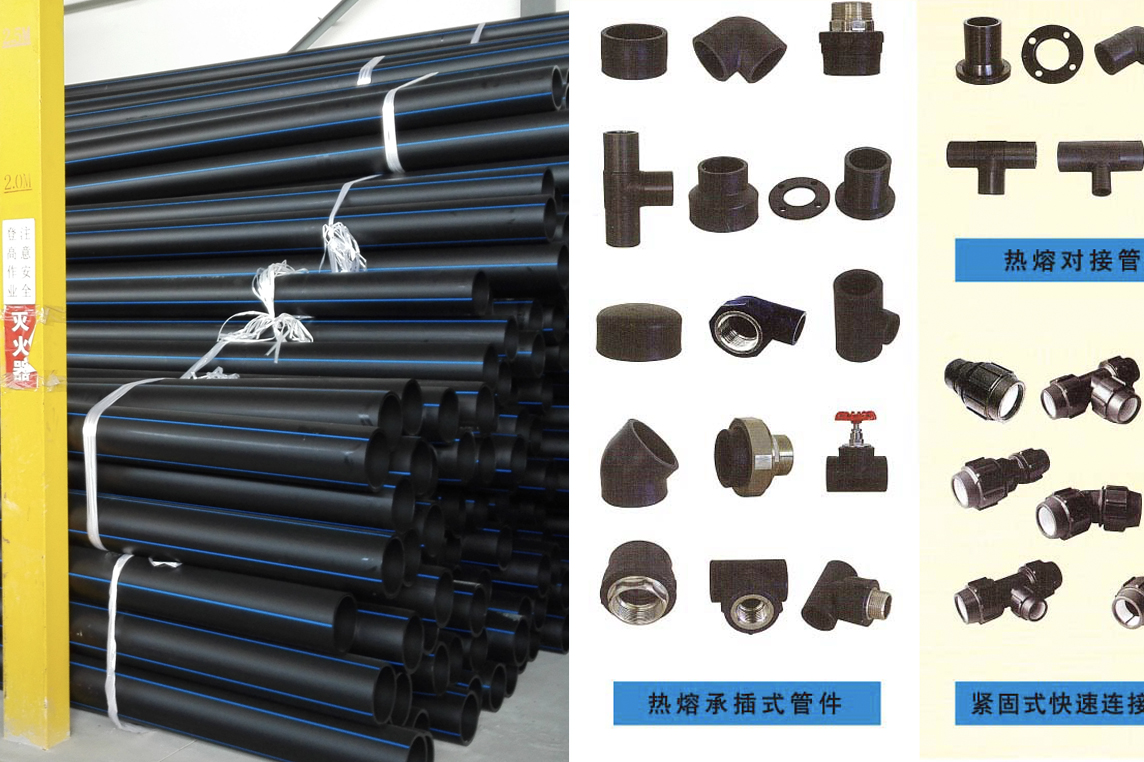
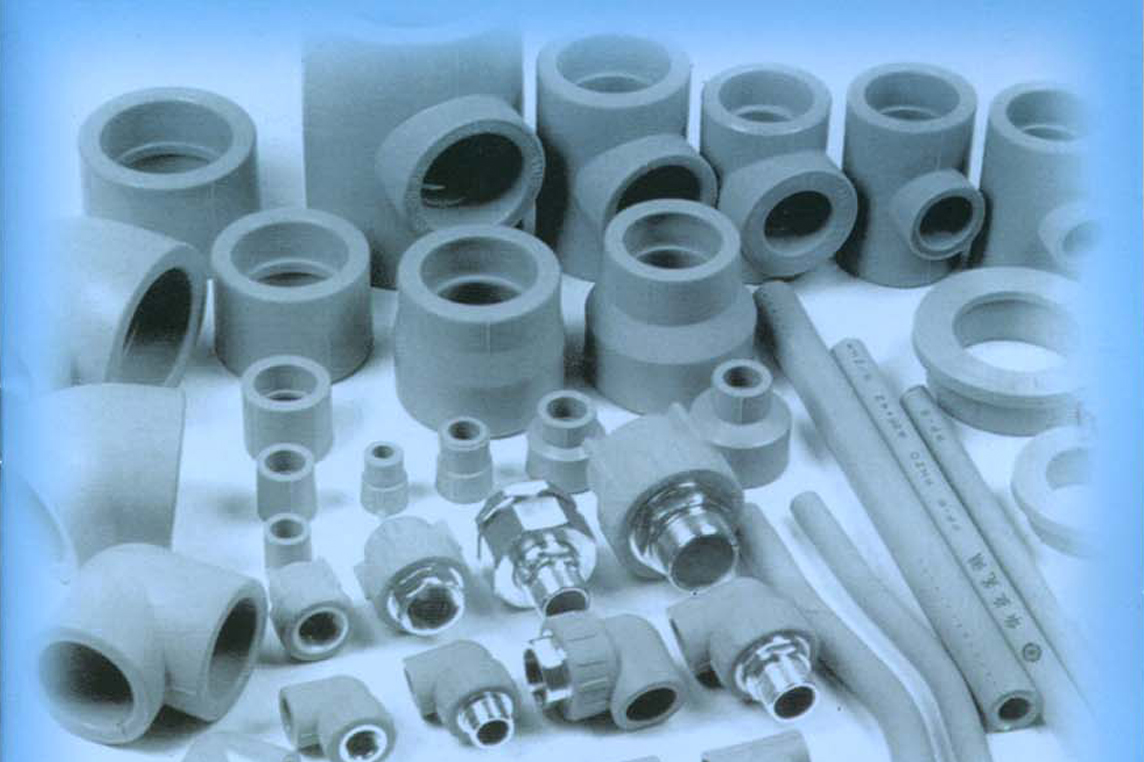
产品展示
Product Display
新闻资讯
给水管材管件安装使用说明
管材的切割:
根据使用要求,量取适当的长度以后,可用钢锯、手工割锯、小圆锯片等切割工具截取所需管材。切割时应保持两端垂直平整,并用锉刀除毛刺和锐边,但倒角不宜过大。
粘接式管材、管件的连接:
粘接前必须进行试组装,确定安装位置并做好标记,清洗插入管端的长度(承插深度+10mm)和管件承插口内壁,然后再用沾有丙酮的棉纱擦洗,待丙酮挥发以后,在管端外侧和承口内侧均匀涂刷粘合剂,不宜过厚,但不得漏涂。涂毕即插入,并旋转至安装所需的理想组合角度。并用木槌轻击,使管材全部插入承口,约2-3分钟后即自行固定。此时切忌强行拆开或转方向,否则会造成渗漏。组装完毕后及时擦去粘合处溢出之多余胶粘剂,保持管道清洁。
柔性接口式管材、管件的连接:
先将扩口管的内壁、直管插入部分的外壁清理干净。然后再量出扩口部分的长度,在插入的直管上做上标记(长度标记应短于测量长度)。将橡胶圈安装于扩口端的凹槽内(橡胶圈有坡度的一端向外,应将插入直管口用钢锉或角向砂轮修成斜面),在橡胶圈上,直管的插入部分涂上润滑剂。最后将直管插入端对准扩口端插入,用收线机将直管插到标记即可。(安装时可根据施工现场情况,或用收线机或用撬杆均可)。
注意:给水管道应远离热源,立管离灶边净距不得小于400mm,离供热管净距不得小于200mm。

弹性密封圈连接(R-R)应遵守的规定
1.检查管材、管件质量,并根据作业项目按照下表准备工具;
弹性密封圈连接的施工工具表 | |
作业项目 | 工具种类 |
钢锯及坡口 | 细齿锯或割管机,倒角机或角磨机,中号板挫,万能笔、量尺 |
清理工作面 | 棉纱或干布 |
涂润滑剂 | 毛刷、润滑剂 |
连接 | 拉力器、绳 |
安装检查 | 塞尺 |
2.弹性密封圈连接的管材在施工中被切断时,须在插口端另行倒角(15-20度),并在划出长度标线,然后再进行连接。切断管材时,应保证端口平整并垂直管轴线;
3.承口内橡胶圈及插口端工作面需用抹布擦拭干净。若插管端有划花或过于粗糙,可用细目砂纸打磨光滑;
4.用毛刷将润滑剂均匀的涂在装嵌在承口处的橡胶圈和插口端外表面上,润滑剂可用V型脂肪酸盐(如洗洁精),禁用黄油或其它油类做润滑剂;
5.将连接管道的插口对准承口,保持插入管端的平直,用拉力机械将管一次插入至标线。若插入阻力过大,切勿强行插入,以防橡胶圈扭曲;
6.用塞尺顺承口插入,沿管圆周检查橡胶圈的安装是否正常。

中空壁缠绕排水管材连接方式
管材与管材连接可通过管件连接,两根管材直接连接,连接方式有以下四种:
1.热熔带连接
用电熔带捆绑在两管连接处,通电后熔焊在一起。点热带是PE板材热压电热丝,按照管材直径设计点热丝功率,PE板厚度和长度。例如DN900mm管材,电熔带的PE板厚度为1mm。
①排管
为了施工的简便将管子调整到一定高度后保持水平状。
②消除杂物
消除搬运时沾在管表面的泥等杂物及水份。
③电热熔带
电热熔带的中心放在排管的连接部位后认真包紧。
④使用带扣
为了熔带和管材更加完善的贴合,用扣带扣紧。
⑤不锈钢丝拧紧
熔接时,为了避免带子的两端开裂,在带扣两旁用不解锈钢丝拧紧。
⑥熔接
连接热熔机和带子两端的电源后,设定热熔机的时间后即可进行熔接。
⑦冷却
熔接时严守熔接机上显示的冷却时间,到时间后除去带扣实施下一步操作。
2.管卡连接
管材连接处包上一层薄PE塑料,再将沥青油毡包在外面,用火焰枪加热使沥青略熔,然后将不锈钢卡圈套上,螺丝扭紧。
3.热收缩管连接
交联PE管扩径后具有记忆效应,使用时按需要长度切割,生产管材是切割后即套上。施工时,两根管子用套管对接,用火焰加热,套管即收缩,仅仅是密封接管。
4.法兰连接
将电热丝埋封在法兰上,法兰与管材焊接,将法兰用螺栓锁紧后通电将两个对接法兰熔接。
以上四种连接方法,使用最多的是电热熔带连接,这种方法已被法国、英国、美国在韩国仁川机场工程认证。

PP-R冷热水管安装方法
联系我们
联系人:曹经理
联系电话:13529172589
邮政P.C:650000
邮箱E-mail:384135729@qq.com
地址:中国云南省 官渡区 雨龙路 良精水暖城 C区1栋3-5号
13529172589
扫描二维码可通过手机访问